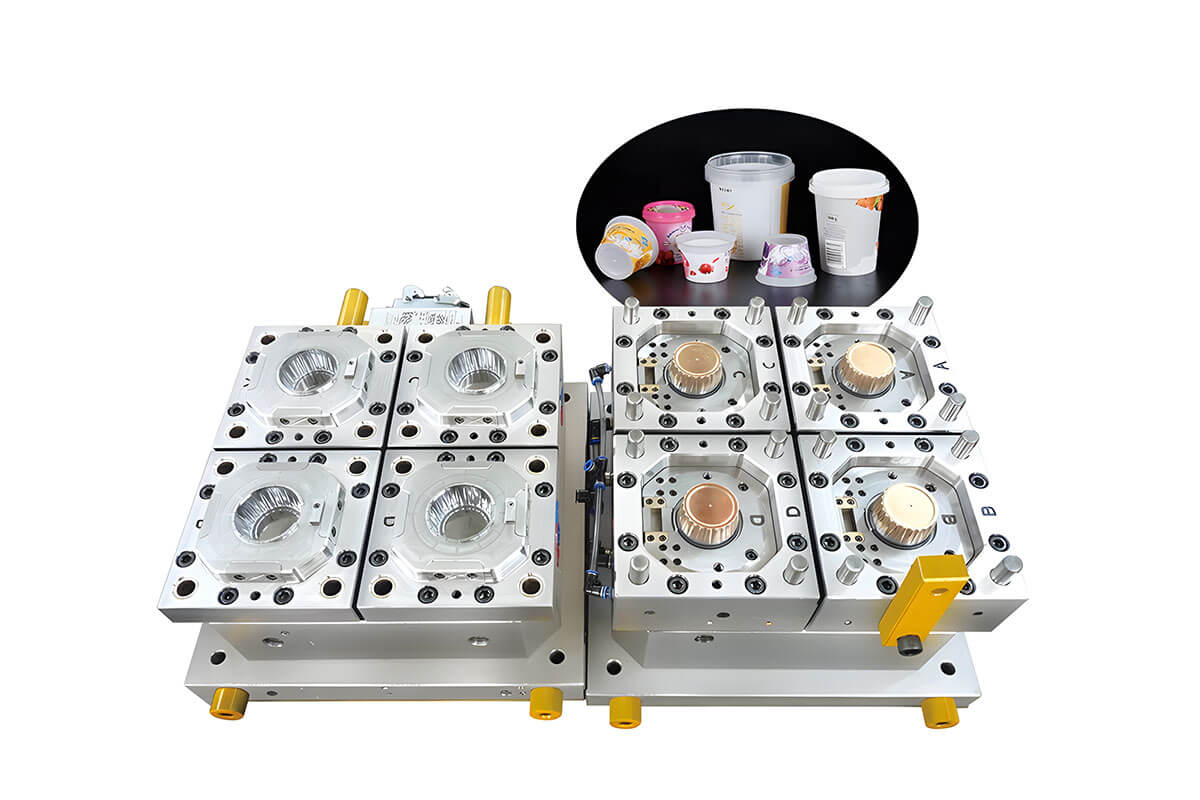
IML bucket mold
In-Mold Labeling bucket molds engineered for high-speed production, flawless decoration, and fully custom configurations — built to your exact specification.

IML bucket mold manufacturer
At YUCO Mold, every IML bucket mold we produce is engineered from the ground up — not adapted from a standard template. With over 15 years of specialized tooling experience and a dedicated IML engineering team, we deliver molds that run faster, last longer, and integrate seamlessly into your existing production line. Here's what sets us apart.
- Precision-engineered IML label pocket: Incorrect label pocket geometry is the #1 cause of IML defects — wrinkles, air bubbles, and misregistration. YUCO machines label pockets to ±0.05mm with a draft angle precisely matched to your label film supplier's spec.
- High-speed cycle time through conformal cooling: Conventional straight-drilled cooling channels leave hot spots near the base and handle zones, forcing longer cooling holds. YUCO uses 3D-printed conformal cooling inserts that wrap the cavity contour directly, cutting average cooling time by 25–35%.
- The laundry basket molds designed by our company are known for their durability, ensuring long life and resistance to bending or breaking. The injection molding process is efficient and can be mass-produced.
In-Mold Labeling bucket mold specifications
| Parameter | Specification | Notes |
| Mold type | 3-plate / 2-plate hot runner | Hot runner standard for ≥2 cavity |
| Cavity configuration | 1 / 2 / 4 cavity | Balanced layout; 6/8 cav. On request |
| Mold base standard | Lkm / hasco / dme compatible | Customer standard accepted |
| Ejection system | Stripper plate + ejector pin | Air-assisted ejection optional |
| Gate type | Hot tip / valve gate | Valve gate recommended for pp |
| Venting | 0.02–0.04mm parting line vents + insert venting | Prevents burn marks at base |
| Cooling layout | Conformal + baffle / bubbler | 3d-printed conformal insert optional |
| Mold open stroke | Customized per robot arm travel | Iml robot clearance verified in dfm |
| Bucket volume range | 0.5 L – 25 L | Custom volumes available |
| Wall thickness | 0.8 – 2.5 MM | Uniform or variable taper profile |
| Body draft angle | 2° – 5° (per side) | Matched to label film draft requirement |
| Base design | Flat / recessed / ribbed | Ribbed base reduces sink & warpage |
| Handle type | Integrated / over-molded / separate | Wire bail or plastic bail accommodated |
| Lid interference fit | 0.3 – 0.8 MM (configurable) | Snap-fit geometry optimized in dfm |
| Stacking recess height | Customizable | Stacking ratio typically 1:4 – 1:6 |
| Top rim / bead geometry | Fully customizable | Rolled rim, reinforced bead, plain edge |

China basket mold manufacturer
How IML bucket molds work
In-Mold Labeling (IML) is a single-step decorating process where a pre-printed label is placed inside the mold cavity before injection. The molten plastic fuses directly with the label during cooling, producing a finished, labeled bucket in one cycle — no secondary labeling line required.

01 Mold design
We start with product drawing analysis to verify bucket geometry. Engineers evaluate draft angles and wall thickness to ensure manufacturability. Next, we conduct mold flow and feasibility reviews. Our software simulates resin behavior to prevent short shots. Label integration planning for the IML injection mold then ensures precise label dimensions. We map the exact label position to avoid overlap issues.

02 Tooling and machining
High-precision CNC machining cuts the core and cavity blocks. We use multi-axis mills to achieve the tight tolerances required for smooth operation. Electrical Discharge Machining shapes complex cooling channels. We then polish the cavity surfaces to a mirror finish. Proper polishing prevents label scratching during injection. Assembly and alignment follow. Technicians fit the components together to guarantee zero flash.

03 Label film preparation
The IML label is a thin (60–200μm) PP or BOPP film pre-printed with the brand design, barcodes, and regulatory text. Before each cycle, the robot arm picks a single label from the magazine stack using a vacuum gripper. The label is then electrostatically charged — this charge is critical: it makes the label cling flat to the cavity wall and prevents it from slipping or wrinkling during mold close.

04 Testing and optimization stage
Every mold undergoes rigorous trial injection runs. We test the setup under actual mass-production conditions to validate performance. Technicians perform label position adjustments to eliminate wrinkling. We fine-tune the robot coordinates for perfect centering.
Why choose YUCO IML bucket mold
Whether you need to audit an underperforming production setup or initiate your next high-performance packaging project, partner with YUCO Mold. Backed by direct manufacturing expertise, manufacturing expertise and technical support, we engineer the tooling solutions that guarantee your long-term market competitiveness.
Seamless IML integration
Rapid cycle time
Full customization
Superior mold steel
Dedicated engineering support
Consistent part quality


Frequently asked questions
What IML robot systems is the mold compatible with?
YUCO IML bucket molds are designed to integrate with all major IML automation platforms including Beck, Campetella, Waldorf Technik, and Wittmann. During the design phase we review your robot model and adjust label pocket geometry, draft angles, and cavity clearances accordingly.
Can you match an existing bucket design we already produce?
Yes. Send us your current samples, drawings, or 3D files and we will reverse-engineer or adapt the design. We routinely reproduce or improve upon existing tools — often improving cooling layouts and label registration without changing the external geometry.
Which resins are suitable for IML bucket production?
PP (polypropylene) is most common due to its flexibility and food-grade compliance. HDPE is used for industrial buckets. We design mold steel hardness, cooling, and gate location to suit whichever resin you specify. Multi-material trials can also be accommodated.
What does the T1 trial process look like?
After assembly we shoot a T1 sample run at our facility using your specified resin (or a matching grade). Full dimensional inspection, label adhesion test, and drop test reports are provided. We cover up to 2 rounds of revisions before delivery at no extra charge.
Do you offer after-sales maintenance and spare parts?
Absolutely. We supply detailed maintenance manuals, spare cavity inserts, ejector pins, and hot-runner spare parts with every mold. Our engineers are available remotely and on-site for periodic inspections and refurbishment, extending tool life well beyond 30 million shots.
Why choose YUCO molds for bucket molds?
A bucket mold is only as good as the production line it runs in. We don't just hand over a tool — we make sure it runs at its best in your facility, with your machine, your robot, and your resin. That's our standard.
Tell us your requirements for products and molds, as well as detailed information about the supporting injection molding machine, which will help us provide you with a quotation as soon as possible.
Looking forward to in-depth and long-term cooperation with you.
Tel: +86 13586040750

{kind=link}